
1. خشک کاٹنے والی ٹیکنالوجی کیا ہے؟
عالمی ماحولیاتی آگاہی میں اضافے اور ماحولیاتی تحفظ کے قوانین اور ضوابط کی تیزی سے سخت تقاضوں کے ساتھ، ماحول پر کٹنگ فلوئڈ کے منفی اثرات تیزی سے واضح ہو رہے ہیں۔ ورک پیس کی لاگت کا فیصد۔فی الحال، اعلی پیداواری پیداواری اداروں میں، سیال کی سپلائی، دیکھ بھال اور ری سائیکلنگ کو ایک ساتھ کاٹنے کی لاگت ورک پیس کی مینوفیکچرنگ لاگت کا 13% -17% ہوگی، جب کہ کٹنگ ٹولز کی لاگت صرف 2% -5% ہے۔ ,کٹنگ فلوئڈ سے متعلق کل لاگت کا تقریباً 22 فیصد کٹنگ فلوئڈ ٹریٹمنٹ کی لاگت ہے۔
ڈرائی کٹنگ کا مقصد صرف کٹنگ فلوئڈ کا استعمال بند کرنا نہیں ہے بلکہ کٹنگ فلوئڈ کا استعمال بند کرتے وقت اعلی کارکردگی، اعلیٰ مصنوعات کے معیار، اعلیٰ آلے کی پائیداری اور کاٹنے کے عمل کی قابل اعتمادی کو یقینی بنانا ہے، جس کے لیے اچھی کارکردگی کے ساتھ کٹنگ ٹولز کے استعمال کی ضرورت ہوتی ہے۔ معاون سہولیات حقیقی خشک کٹنگ حاصل کرنے کے لیے روایتی کٹنگ میں کاٹنے والے سیال کے کردار کی جگہ لے لیتی ہیں۔2۔خشک کاٹنے والی ٹیکنالوجی کی خصوصیات
① چپس صاف، آلودگی سے پاک، اور ری سائیکل اور ٹھکانے لگانے میں آسان ہیں۔ ② فلویڈ ٹرانسمیشن، ریکوری، فلٹریشن اور متعلقہ اخراجات کو کاٹنے کے لیے آلات محفوظ کیے جاتے ہیں، پروڈکشن سسٹم کو آسان بنایا جاتا ہے اور پیڈکشن لاگت کم ہوتی ہے۔ کاٹنے والے سیال اور چپس کے درمیان علیحدگی کا آلہ اور متعلقہ برقی آلات کو چھوڑ دیا گیا ہے۔مشین ٹول ساخت میں کمپیکٹ ہے اور کم رقبہ پر قابض ہے۔ ④ یہ ماحولیاتی آلودگی کا سبب نہیں بنے گا۔ ⑤ یہ حفاظتی حادثات اور کاٹنے والے سیال سے متعلق معیار کے حادثات کا سبب نہیں بنے گا۔
3. کاٹنے کے اوزار کے بارے میں
① ٹول میں بہترین اعلی درجہ حرارت کی مزاحمت ہوگی اور یہ سیال کاٹنے کے بغیر کام کر سکتا ہے۔ڈرائی کٹنگ ٹولز کے لیے نئے ہارڈ الائے، پولی کرسٹل لائن سیرامکس اور CBN مٹیریل ترجیحی مواد ہیں۔ ② چپ اور ٹول کے درمیان رگڑ کے گتانک کو ہر ممکن حد تک کم کیا جانا چاہیے (سب سے مؤثر طریقہ ٹول کی سطح کو کوٹ کرنا ہے)، اس کے ساتھ گرمی کے جمع ہونے کو کم کرنے کے لیے چپ ہٹانے کے اچھے آلے کے ڈھانچے کے ذریعے۔
4. ٹول میٹریل
کوٹنگ میٹریلز کوٹنگ تھرمل رکاوٹ کی طرح کام کرتی ہے کیونکہ اس میں ٹول سبسٹریٹ اور ورک پیس میٹریل سے بہت کم تھرمل چالکتا ہے۔لہذا، یہ اوزار کم گرمی جذب کرتے ہیں اور زیادہ کاٹنے والے درجہ حرارت کو برداشت کر سکتے ہیں۔چاہے موڑنے یا گھسائی کرنے میں، لیپت والے اوزار ٹول کی زندگی کو کم کیے بغیر اعلی کاٹنے کے پیرامیٹرز کی اجازت دیتے ہیں۔ پتلی کوٹنگز موٹی کوٹنگز کے مقابلے میں اثر کاٹنے کے دوران درجہ حرارت کی تبدیلیوں میں بہتر کارکردگی دکھاتی ہیں۔اس کی وجہ یہ ہے کہ پتلی کوٹنگز میں تناؤ کم ہوتا ہے اور ان میں پھٹنے کا خطرہ کم ہوتا ہے۔خشک کٹنگ ٹول لائف کو 40% تک بڑھا سکتی ہے، یہی وجہ ہے کہ فزیکل کوٹنگز عام طور پر سرکلر ٹولز اور ملنگ انسرٹس کو کوٹ کرنے کے لیے استعمال ہوتی ہیں۔
cermetCermets روایتی سخت مرکب دھاتوں کے مقابلے زیادہ کاٹنے والے درجہ حرارت کو برداشت کر سکتے ہیں، لیکن ان میں سخت مرکب دھاتوں کی اثر مزاحمت، درمیانے سے بھاری مشینی کے دوران سختی، اور کم رفتار اور اعلی فیڈ ریٹ کے دوران طاقت کی کمی ہوتی ہے۔تاہم، اس میں تیز رفتار ڈرائی کٹنگ، طویل مدت، اور پروسیس شدہ ورک پیس کی سطح کی بہتر تکمیل کے تحت بہتر اعلی درجہ حرارت اور پہننے کی مزاحمت ہے۔جب نرم اور چپچپا مواد کی پروسیسنگ کے لیے استعمال کیا جاتا ہے، تو اس میں چپ بنانے اور سطح کے اچھے معیار کے لیے بھی اچھی مزاحمت ہوتی ہے۔Cermets بہتر کوٹنگز کے ساتھ غیر لیپت سخت مرکب دھاتوں کے مقابلے فریکچر اور فیڈ کی وجہ سے پیدا ہونے والے تناؤ کے لیے زیادہ حساس ہوتے ہیں۔لہذا، یہ اعلی صحت سے متعلق workpieces اور اعلی سطح کے معیار کے ساتھ مسلسل کاٹنے کے حالات کے لئے بہترین استعمال کیا جاتا ہے.
سیرامکس
استحکام، اعلی کاٹنے کی رفتار پر پروسیسنگ کرنے کے قابل اور طویل عرصے تک جاری رہتا ہے۔خالص ایلومینا بہت زیادہ درجہ حرارت کو برداشت کر سکتا ہے، لیکن اس کی طاقت اور سختی بہت کم ہے۔اگر کام کے حالات اچھے نہیں ہیں تو اسے توڑنا آسان ہے۔ایلومینا یا ٹائٹینیم نائٹرائڈ کا مرکب شامل کرنا سیرامکس کی ٹوٹ پھوٹ کی حساسیت کو کم کر سکتا ہے، ان کی سختی کو بہتر بنا سکتا ہے، اور ان کی اثر مزاحمت کو بہتر بنا سکتا ہے۔
CBN ٹولزCBN ایک بہت ہی سخت ٹول میٹریل ہے، جو HRC48 سے زیادہ سختی والے مشینی مواد کے لیے موزوں ترین ہے۔اس میں بہترین اعلی درجہ حرارت کی سختی ہے - 2000 ℃ تک، حالانکہ اس میں سیرامک چاقو کے مقابلے زیادہ اثر قوت اور بکھرنے والی مزاحمت ہے۔

 CBN کم تھرمل چالکتا اور اعلی کمپریسیو طاقت ہے، اور تیز کاٹنے کی رفتار اور منفی ریک زاویہ سے پیدا ہونے والی کٹنگ گرمی کو برداشت کر سکتا ہے۔کاٹنے والے علاقے میں زیادہ درجہ حرارت کی وجہ سے، ورک پیس کا مواد نرم ہو جاتا ہے، جو چپس بنانے میں مدد کرتا ہے۔
CBN کم تھرمل چالکتا اور اعلی کمپریسیو طاقت ہے، اور تیز کاٹنے کی رفتار اور منفی ریک زاویہ سے پیدا ہونے والی کٹنگ گرمی کو برداشت کر سکتا ہے۔کاٹنے والے علاقے میں زیادہ درجہ حرارت کی وجہ سے، ورک پیس کا مواد نرم ہو جاتا ہے، جو چپس بنانے میں مدد کرتا ہے۔
خشک موڑنے والے سخت ورک پیس کی صورت میں، CBN ٹولز کو عام طور پر پیسنے کے عمل کو تبدیل کرنے کے لیے استعمال کیا جاتا ہے کیونکہ ان کی اعلی درستگی اور سطح کی تکمیل کی صلاحیت ہوتی ہے۔CBN ٹولز اور سیرامک ٹولز سخت موڑ اور تیز رفتار ملنگ کے لیے موزوں ہیں۔
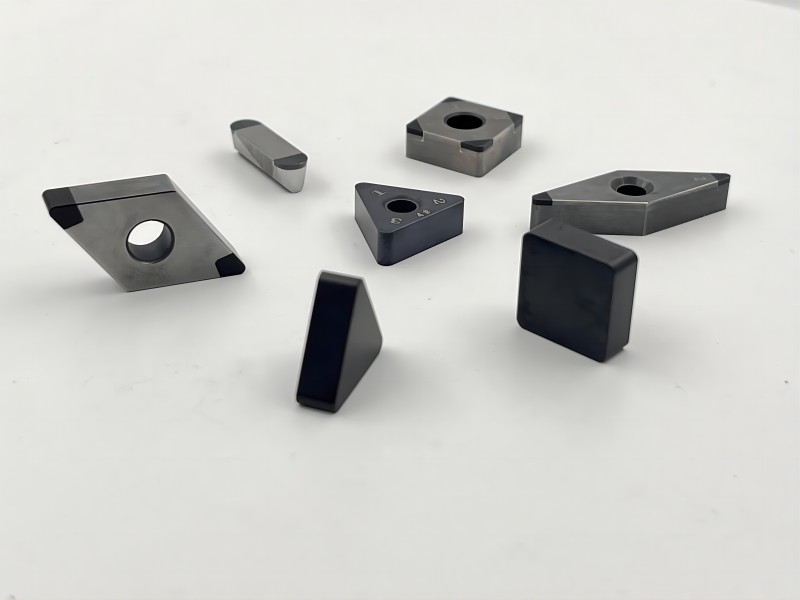
OPT اعلی کوالٹی سی بی این داخل کریں۔
پی سی ڈی ٹولز
مثال کے طور پر،پی سی ڈی داخل کریں۔،پی سی ڈی کی گھسائی کرنے والا کٹر،پی سی ڈی ریمر.
پولی کرسٹل لائن ہیرا، سب سے مشکل کاٹنے والے آلے کے مواد کے طور پر، لباس مزاحم ہے۔پی سی ڈی سلائسز کو سخت الائے بلیڈ پر ویلڈنگ کرنے سے ان کی طاقت اور اثر مزاحمت میں اضافہ ہو سکتا ہے، اور ان کے آلے کی زندگی سخت الائے بلیڈز سے 100 گنا زیادہ ہے۔
تاہم، فیرس میں لوہے کے لیے پی سی ڈی کی وابستگی اس قسم کے آلے کو صرف الوہ مواد پر کارروائی کر سکتی ہے۔اس کے علاوہ، پی سی ڈی 600 ℃ سے زیادہ کٹنگ زون میں اعلی درجہ حرارت کو برداشت نہیں کر سکتا، اس لیے یہ اعلی سختی اور نرمی والے مواد کو نہیں کاٹ سکتا۔
PCD ٹولز غیر الوہ دھاتوں کی پروسیسنگ کے لئے خاص طور پر موزوں ہیں، خاص طور پر مضبوط رگڑ کے ساتھ اعلی سلکان ایلومینیم مرکب.ان مواد کو مؤثر طریقے سے کاٹنے کے لیے تیز کٹنگ کناروں اور بڑے ریک اینگلز کا استعمال کرتے ہوئے، کٹنگ پریشر اور چپ کی تعمیر کو کم سے کم کرنا۔
پوسٹ ٹائم: جون 09-2023